發布日期:2022-04-27 點擊率:1187
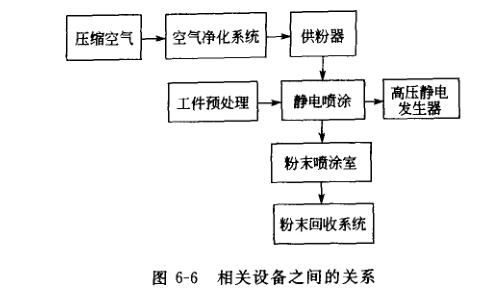
粉末靜電噴涂的工藝流程一般為:涂裝前處理→對不涂裝部位進行保護→噴涂→烘烤固化→修整去除缺陷。相關設備之間的關系可用圖6-6所示。
粉末涂料的靜電噴涂設備如圖6-7所示。其中壓縮空氣供應及凈化系統、工件的預處理系統與溶劑型涂料噴涂使用的基本相同。所以本節主要介紹與溶劑型涂料噴涂不同之處,包括供粉器、靜電噴粉槍、高壓靜電發生器、粉末噴涂室、粉末回收系統等設備的結構性能。

在進行靜電噴粉之前,對工件上不需要涂覆的部位要采取屏蔽保護措施,常需要進行保護的部位及方法如下。
(1)閥件閥件的內腔常需要涂敷涂料作保護層,但閥門的兩側與閥體活動接觸部分在噴涂時常需要屏蔽,通常涂敷一層硅酯,噴涂后在硅酯表面固化的粉末涂料很容易除掉。
(2)螺紋工件上的螺紋在噴涂時常需要屏蔽,內螺紋可采用相應規格的螺釘封堵螺紋孔,也可以直接用緊配合的圓柱螺紋接口封堵內孔。外螺紋之類的圓柱工件可用膠帶包封或用套管屏蔽。
(3)其他工件工件上其他需遮蔽的特殊部位可涂敷液體硅橡膠,當它在室溫下固化后即可進行粉末靜電噴涂,由于硅橡膠與粉末涂料的黏結性很差,所以很容易清理。對于大面積不需要噴涂的部位,也可以用紙將其遮蓋,噴完后將紙去掉即可。
下一篇: PLC、DCS、FCS三大控
上一篇: 索爾維全系列Solef?PV


